3. Artificial intelligence in supply chain management
AI-enabled systems can help manufacturers assess various scenarios (in terms of time, cost, revenue) to improve last-mile deliveries. AI can predict optimal delivery routes, track driver performance in real-time, and assess weather and traffic reports besides historical data to forecast future delivery times accurately.
AI can also give manufacturers
greater control over their supply chains from capacity planning to inventory tracking and management. They can set up a real-time and predictive supplier assessment and monitoring model to get notified the moment there’s a supplier failure and assess the extent of supply chain disruption immediately.
One example is that of the carmaker
Rolls Royce. It uses advanced machine learning algorithms and image recognition to power its fleet of self-driving ships, which in turn improves its supply chain efficiency and safely transports its cargo.
McKinsey predicts that AI-enhanced supply chains will reduce:
- Forecasting errors by 20-50%
- Lost sales by 65%
- Over-stocking inventories by 20-50%
4. AI autonomous vehicles
Autonomous vehicles on the production floor, like the ones used by Porsche in a previous example, can automate everything from assembly lines to conveyor belts. Self-driving cars and ships can optimize deliveries, operate 24/7, and speed up the overall delivery process. The demand for autonomous vehicles is rising steadily and is expected to make up
10-15% of global car sales by 2030.
Connected vehicles equipped with sensors can also track information about traffic jams, road conditions, accidents, and more in real-time to optimize delivery routes, reduce accidents, and even alert the authorities in case of emergencies. This improves delivery efficiency and road safety.
5. AI for factory automation
Factory operators rely on their experience and intuition to monitor a plethora of signals across numerous screens and adjust equipment settings manually. This system puts the onus of troubleshooting, running tests, and other tasks on the operators as well, which further strains their capacity to work. As a result, operators sometimes take shortcuts, incorrectly prioritize activities, and don’t necessarily focus on adding economic value.
Two problems arise with this approach:
- Human-intensive system can be error-prone, lead to equipment malfunction, and reduce overall factory efficiency
- Reliance on experience makes it harder to replace factory operators. Also, when a skilled operator leaves, it also results in the loss of contextual knowledge on factory operations.
With AI, manufacturers can reduce labor costs significantly while improving overall productivity and efficiency at their plants. Other applications include:
- Automate several complex tasks in factories
- Spot any anomalies quickly because of continuous tracking and monitoring of operations and alert the technicians right away
- Build a central repository for all operational data, along with context, making employee transitions a lot easier
- Reduce the number of resources required to run a factory
- Scale production easily according to demand fluctuations and manufacturing strategies
A prominent example of factory automation is
Siemens. The company has teamed up with Google to improve shop floor productivity using computer vision, cloud-based analytics, and AI algorithms.
6. AI for IT operations
AI for IT operations, also known as AIOps, is crucial to optimize IT operations. According to
Gartner, AIOps combines big data and machine learning to automate IT operations processes.
The biggest use case for AIOps is automating big data management. This would involve:
- Collecting and integrating data from sensors and equipment in factories
- Real-time tracking and monitoring of the shop floor and measuring their performance against set benchmarks
- Using predictive analytics to identify, predict, and prevent IT service issues as well as to perform accurate capacity planning
- Using big data analytics to track and improve resource utilization as well as infrastructure performance on the cloud
Other use cases include event correlation and analysis, performance analysis, anomaly detection, causality determination, and IT service management.
7. AI in design and manufacturing
AI-enabled software can help create several optimized designs for a single product. The software, also known as
generative design software, requires engineers to provide certain input parameters such as:
- Raw materials
- Size and weight
- Manufacturing methods
- Cost and other resource constraints
Using these parameters, the algorithm can generate various design permutations.
The software lets engineers can test various designs against a wide range of manufacturing scenarios and conditions to pick the best possible outcome. The carmaker
Nissan is using AI to develop never-seen-before car designs in the blink of an eye. The process would take human designers months, or even years to complete.
Such software can also be used to pick the right recipes that lead to the least amount of raw material and energy waste.
8. Artificial intelligence and IoT
IoT refers to smart, connected devices equipped with sensors that generate large volumes of operational data in real-time. In manufacturing, this is known as
IIoT or the Industrial Internet of Things. Together with AI, IIoT can help manufacturing processes achieve greater levels of precision and productivity.
Some of the most prominent uses cases of IIoT include:
- Wearables like smart glasses to view instructions hands-free and perform real-time situation awareness
- Continuous monitoring of equipment performance, energy use, environment temperature, and the presence of toxic gases for better workplace safety
- Smart lighting and HVAC control for efficient energy consumption
- Industrial analytics using data from edge devices on the production floor
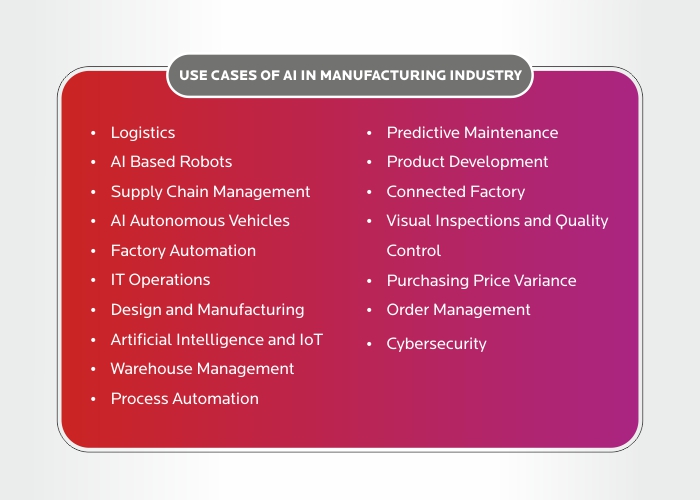
Use Cases of AI in Manufacturing Industry
Click to zoom in
9. AI in warehouse management
AI can automate several aspects of warehouse operations. Since they collect data in real-time, manufacturers can monitor their warehouses continuously and plan their logistics better.
Demand forecasting can further help manufacturers take action to stock up their warehouses in advance and keep up with the customer demand without enormous transportation costs.
Robots in the warehouses can track, lift, move, and sort items, leaving the more strategic tasks to the humans and reducing workplace injuries.
Automated quality control and inventorying can reduce warehouse management costs, improve productivity, and require a smaller labor force. As a result, manufacturers can increase their sales and profit margins.
10. AI process automation
AI-powered process mining tools can identify and eliminate bottlenecks in production processes automatically. These tools also allow manufacturers to compare factory performance across several regions. This lets them standardize and streamline workflows to build better manufacturing processes.
Another use case is RPA (robotic process automation) where robots perform repeatable tasks on the shop floor independently. Human intervention is required only when the robots are faced with exceptions or anomalies. Similarly, robots can use computer vision to screen and inspect processes without any human intervention.
Process automation can also:
- Reduce cycle times
- Increase yields
- Improve accuracy
- Improve workplace safety
- Boost employee morale and productivity
According to
McKinsey, using AI in the semiconductor industry to automate processes can enhance yield by up to 30%, reduce scrap rates and testing costs.
11. AI for predictive maintenance
A McKinsey report states that the greatest value from AI in manufacturing is because of
predictive maintenance, which accounts for $0.5-$0.7 trillion in value worldwide. BCG calls predictive maintenance the first Industry 4.0 priority, especially for cement producers.
AI-powered systems can:
- Capture and process big data (including audio, video, and GPS) from sensors on the shop floor
- Help spot anomalies or equipment inefficiencies to prevent unplanned equipment breakdown. This could be an odd sound in a vehicle’s engine or an assembly line malfunction.
- Prevent unplanned equipment downtime to improve factory efficiency while reducing costs
- Besides, fixing malfunctions in individual components is cheaper than replacing an entire machine.
12. AI-based product development
AI-based product development can help manufacturers create several simulations and test them using AR (augmented reality) as well as VR (virtual reality) before starting production. As a result, manufacturers can:
- Reduce trial and error costs
- Decrease time-to-market
- Support their engineers in predicting any problems and prevent them before the product hits the market
- Streamline the process of maintenance and debugging
With
AI-based product development, manufacturers can enrich and speed up their innovation to come up with new and more progressive products before the competition.
Also, since the AI algorithms have a continuous feedback loop, they get better with each iteration and help build better products.
13. AI-based connected factory
Connected factories or
smart factories built using sensors and the cloud are the way forward for the manufacturing industry. Smart factories help:
- Provide real-time shop floor visibility
- Monitor asset utilization
- Establish remote, touchless systems
- Enable real-time interventions
- Build a single source of truth for all production data
- Scale production capacity without any major disruptions
An example is GE’s “Brilliant Factory”.
GE built one such facility in Pune, India to increase productivity and reduce downtime. They witnessed a 45%-60% increase in OEE in their connected machines.
14. AI-based visual inspections and quality control
AI-powered defect detection taps into computer vision, which uses high-resolution cameras to monitor every aspect of the production process. Such a system can flag defects that the human eye might miss and trigger correcting measures automatically. This helps reduce product recalls and cut down on wastage.
Detecting anomalies like toxic gas emissions on the fly also helps prevent workplace hazards and enhances worker safety at factories.
Another AI-based system is AR overlays, which compare the actual assembly parts with those provided by suppliers to spot any quality deviations. AR can also help with remote training and support so that technicians from any location can connect with those at a facility and guide them.
15. AI for purchasing price variance
For manufacturers, any
variance in the cost of raw materials can affect their margins. Estimating raw material costs accurately and choosing the right vendors is a major challenge.
Using AI-powered dashboards, manufacturers can track:
- Resource features like pitch, diameter, material type, or finishing
- Supplier dimensions like country, brand name, or performance data
Using AI-powered algorithms, manufacturers can:
- Group the right product parts required in manufacturing
- Predict a standard purchase price using historical data and market trends
- Build a baseline for price comparisons across suppliers
This also simplifies the task of tracking parts purchased from different suppliers and manage all procurement data using a centralized system.
16. AI order management
Order management processes must be agile, cost-effective, and able to adapt as per fluctuations in the market, demand, consumer expectations, or manufacturing strategies. Using AI-based systems or robots, manufacturers can:
- Automate order entry and other “copy-paste” jobs
- Use sensors to track inventories to create purchase requisitions automatically
- Manage the complexity of different types of orders across multiple channels
- Make inventory planning and order management more seamless and transparent
An example of the benefits of AI-based order management is a
Birlasoft use case. Birlasoft set up Oracle’s JD Edwards EnterpriseOne 9.1 for a pharmaceutical business to simplify inventory planning and order management. The implementation helped the business reduce order entry costs and ensure order profitability.
17. AI for cybersecurity
Research shows that manufacturers suffer the most from cyberattacks, as even a brief shutdown of the assembly line can prove costly. As the number of IoT devices increase, the threats will continue to grow exponentially. Smart factories are particularly susceptible to cyberattacks.
AI-driven cybersecurity systems and risk detection mechanisms can help secure production facilities and mitigate threats. Using self-learning AI, manufacturers can spot attacks across
cloud services and IoT devices and interrupt them in seconds, with surgical precision. The system can also alert the right teams to act immediately to prevent any further damage. Using
sandboxing, code signing and other such security measures can help combat cyber threats to IIoT technologies.
Key Takeaways – Why Manufacturers Must Adopt AI Sooner
A McKinsey
survey found that companies embracing digital transformation in manufacturing are leading the industry. They adopted 4IR technologies, such as big data analytics, AI, AR and VR, IoT, predictive analytics, automation, and robotics, among others.
As a result, they recorded several benefits in terms of manufacturing efficiency, productivity, and costs. These include:
- 30-50% decrease in machine downtime
- 15-30% increase in labor productivity
- 10-30% improvement in throughput
- 10-20% reduction in quality-related costs
Early adopters have already started gaining a competitive advantage by substantially lowering operating costs, improving time-to-market, and optimizing performance. These benefits will only grow over time, increasing the gap between the early adopters and the laggards in the industry.







{kind=link}
{kind=link}