

Industry 4.0 in the Semiconductor Industry
The State of the Global Semiconductor Industry
According to the Semiconductor Industry Association (SIA) data, the worldwide sales of semiconductors touched $41.8 billion in April 2021, an increase of 1.9% from the March 2021 total of $41.0 21.7% more than the April 2020 total of $34.4 billion. World Semiconductor Trade Statistics (WSTS) forecast projects that the annual global sales will increase 19.7% in 2021 and 8.8% in 2022.
Going by the forecasts, by 2025, there will be more than 75 billion installed IoT devices worldwide. The semiconductor industry is already cashing in on the opportunities, and the adoption trajectory is only moving upwards. The global IoT semiconductor component market is slated to grow at a CAGR of 19% from $33 billion in 2020 to $80 billion in 2025, the IoT Analytics report stated. The penetration of IoT semiconductor components is expected to grow from 7% in 2019 to 12% in the next four years.
Top Roadblocks in the Growth Path
If we track the entire manufacturing transformation journey, we find that the first three manufacturing disruptions were focused on the use of steam power, electricity, and the introduction of computers into the workplace, respectively. The fourth industrial revolution further expands its scope of proliferation in leveraging automation and data exchange to help companies drive new production efficiencies.
The logical question arises - why was there a need for Industry 4.0? Well, Industry 4.0 is all about Cyber-Physical Systems (CPS)… Today the semiconductor industry is no longer dominated by cyclical sales of PCs and smartphones. With more and more advanced products making their way into the market, the need for innovative chipsets demands faster lead times with higher throughput, and the evolution of Industry 4.0 was an organic step in the right direction.
The Way Out with Industry 4.0
As global manufacturing is fast moving towards a smart factory, there is an increasing demand for intelligent and power-saving products or completely autonomous systems that can be integrated into the existing production structure simply (like plug & play). This is where Industry 4.0 plays an enabling role. The entire value chain looks like this: the sensors gather data from the real, physical world and then transform & process the data within the digital realm.
Industry 4.0 brings with it superior automation and automated decision making, which result in faster responses to production needs and enhanced efficiency. The key lies in adopting the changes and moving on!
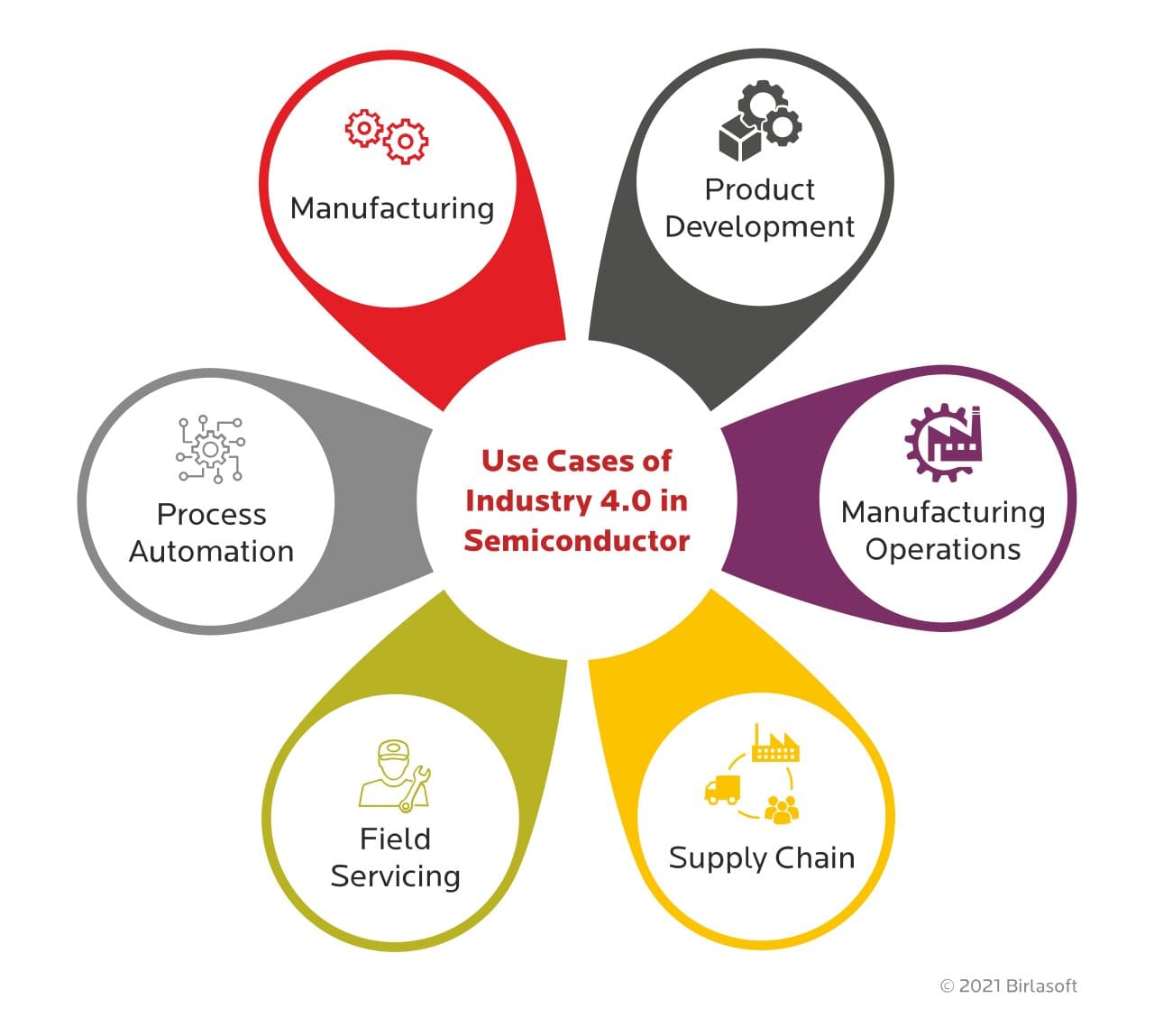
Use Cases of Industry 4.0 in Semiconductor Manufacturing
Product Development
Access to smart operations and advanced analytics within Industry 4.0 enable smarter decision-making and enhance processes. It facilitates new products to be created, tested, and introduced faster with assured quality, consistency, and reliability.
According to a report in IEEE, chip production processing time contributes to testing and yield losses amounting up to 30% of production costs. There is a way to optimize operating processes, though. Manufacturers can systematically analyze losses through the production phases by using AI applications for monitoring the production cycles. When working with next-gen semiconductor materials, this ability assumes even more important as these materials are highly expensive and volatile than the traditional silicon.
Manufacturing Operations
To remain competitive & efficient, chipmakers are fast digitizing their manufacturing operations. This process encompasses vertically integrating manufacturing systems and horizontally integrating IoT across the enterprise and value chains, ably supported by next-gen technologies.
Industry 4.0 tools substantially reduce cycle times, improve productivity without expanding the fab footprint or adding capacity, increase automation, and decrease energy costs. While customer also benefits by gaining cost & time savings. Hardware is the core driver of Industry 4.0 technology.




{kind=link}