Three reasons why next-generation manufacturing needs digital twins
From new product design and prototyping to predictive analytics and maintenance, digital twins are transforming how manufacturers operate. This article looks at ways in which manufacturing companies can harness the potential of digital twin technology to drive innovation, enhance customer satisfaction, and optimize factory operations.
With data exchange and automation taking center stage across core manufacturing processes, there is increasingly a need to harness real-time data to drive significant business outcomes. The manufacturing value chain can significantly benefit from the proliferation of Industry 4.0 technologies, which constitute cyber-physical systems driven by industrial IoT (IIoT), advanced analytics, and cognitive technologies. In today’s business environment, where manufacturers are reeling under Volatility, Uncertainty, Complexity, and Ambiguity (VUCA), how does Industry 4.0 translate to business success?
Enter digital twins. Been around as a concept since 2002, it has piqued the interest of leading manufacturers across sectors in the last couple of years. But what are digital twins? They can be understood as virtual models of a product or service, facilitating the convergence of the physical and digital worlds.
The digital twin market shall cross the USD 20 billion mark by 2025, according to some reports. That does not come as a surprise since leaders in the manufacturing space are already employing digital twins for new product design and prototyping.
Let us consider a scenario where an aerospace manufacturer has invested extensively in research and development (R&D) to build a product they want to take first to market. They have been conducting tests on the product and during the process, collecting vast amounts of operational, quality, and performance data.
Manufacturers can build a digital twin of the product that leverages the real-time data to model scenarios, help R&D teams to create roadmaps, identify technical and operational gaps, and develop new opportunities. Digital twins are of critical importance to industries, such as the aerospace sector, those manufacture products which can not be operated, repaired, or maintained in close physical proximity. They also hold the potential to reduce R&D costs drastically by helping manufacturing companies predict potential issues, identify those issues, and recommend a course of action. Thereby, manufacturers minimize rework and wasteful effort that results in faster time to market and reduced cost of innovation.
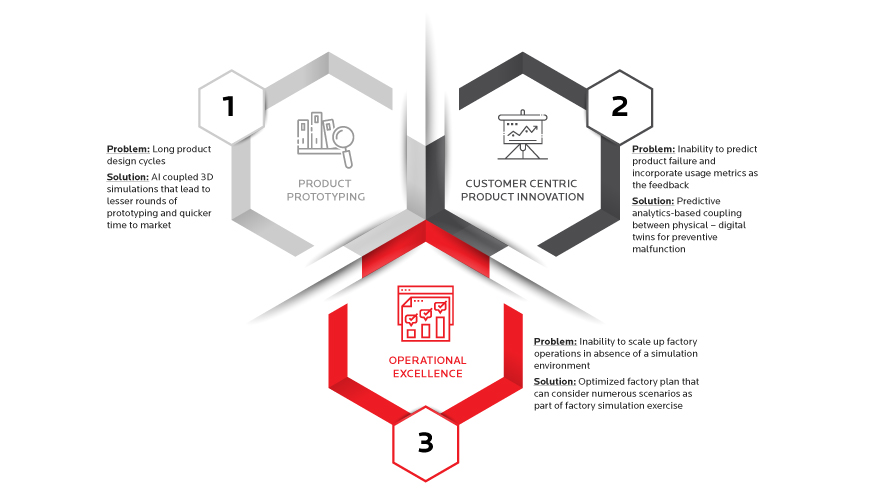
There are three key areas where the application of digital twins can yield exceptional results – prototyping, customer-centric product innovation, and operational excellence.

{kind=link}
- Prototype at a blazing fast pace for increased speed to innovation
Physical prototypes of connected products have their limitations – the more you experiment, the more cost and effort you must spare. With digital twins, staying on schedule and budget becomes more achievable. By using cognitive technologies such as artificial intelligence and machine learning along with 1D and 3D simulations, manufacturers can study and predict the dynamics and structural performance of the products they are looking to build. AI-enabled numerical models can leverage historical data from prior products or physical tests to run a watertight simulation. The result – lesser rounds of prototyping and increased business agility. - Enhance customer-centricity with digital twins of connected products
According to IDC, “By 2020, 60 percent of manufacturers will use digital twins of connected products with analytics to track performance and usage for better product and service quality.” From offering on-time, competent technical support to enabling predictive analytics and maintenance, digital twins play a critical role in improving the customer experience and reducing downtime. And IIoT is the cog in the wheel of this customer-centric approach to proactively managing the performance of the product. Real-time data is gathered from sensors embedded in the physical twin and sent to the digital twin to predict how the product will likely perform in the future, preventing malfunctions. - Streamline factory planning for superior manufacturing operations
While setting up a new facility or making physical changes to an existing factory, factory planners need to design, model, and test factory layouts before going into production. However, that may not always be that simple. There could be hundreds of scenarios to consider and too many unpredictable factors at play. However, by creating a 3D digital twin of the factory, planners can assess and measure the impact of various assembly line designs and come up with the most optimal factory plan. The digital twin is not just a 3D rendering of the physical space but is tightly integrated with accurate point cloud data, providing real-world context for simulations.
Conclusion
NASA used a precursor of digital twin technology to rescue the Apollo 13 mission. And fast forward to now, the aeronautics and aerospace research giant is aggressively using a much more evolved form of it to design and build next-generation vehicles and aircraft. On the other hand, the American multinational energy corporation – Chevron – is looking to leverage digital twins of equipment in oil fields and refineries to reduce their maintenance costs significantly by 2024. Another success story comes from General Electric Co., one of the earliest adopters of the technology, that had more than 1.2 million digital twins of physical assets at the end of 2018.
Companies across the manufacturing spectrum are exploring the proven benefits of the digital twin phenomenon. By enabling manufacturers to delve into exhaustive what-if scenarios for products, processes, and facilities, the digital twin technology will usher us into a golden age of manufacturing, one that will be supported by the promise of Industry 4.0 technologies.